| LA DECOUPE INDUSTRIELLE DU VERRE MOLETTES
|
|
| FT
760 0502 Rév.3 0610 05.12.03 |
| Télécharger
et imprimer cette fiche. Attention l'opération peut prendre quelques minutes. |
 |
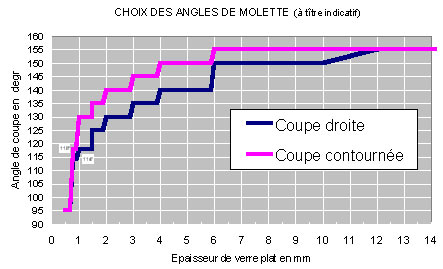
Angle
d'affûtage :
La surface de contact augmente tout aussi rapidement avec l'angle d'affûtage de la molette qu'en fonction du diamètre. Pour conserver des molettes de petite taille, adaptées à des coupes contournées, il est préférable de jouer au maximum sur l'angle d'affûtage en fonction de l'épaisseur du verre. La nature du matériau découpé et le type de coupe influencent également le choix : par ex. pour les verres à module d'élasticité élevé, comme les vitrocéramiques, il faut utiliser des angles d'affûtage plus faibles (cf. § choix des molettes). Effort
de coupe :
|
| LA COUPE DU VERRE Pour
rompre un volume de verre parfaitement selon le tracé d'une
molette, il suffit de créer une fine entaille perpendiculaire
à sa surface. La rupture consiste à faire se propager
cette entaille sous l'effet d'une contrainte de flexion. Cette contrainte
progressive ou subite (choc) est produite mécaniquement ou
thermiquement. En examinant le bord du verre après rupture,
on peut distinguer la zone d'influence de l'entaille (env. 10% de
l'épaisseur) et la zone de rupture.
|
|
| LA
MOLETTE Depuis 50 ans au service de la découpe du verre : Un
grand chemin à été parcouru depuis les premières
molettes ·
Des matériaux très fragiles (substrats de verre),
Traçage à la molette sur des machines de gobeletterie. (Photo : BIEBUYCK) Fort
de cette expérience, les molettes
|
Métallurgie
:
Choix
des molettes et conseils d'utilisation : ·
L'arête de la molette est tenue à l'abri des chocs
accidentels,
|
 |
|
| Pour du verre dur, comme le "Pyrex", utiliser une molette de 114° jusqu'à 3 mm d'épaisseur, 125° à 130° de 3 à 6 mm d'épaisseur. | |

| Géométrie : | |||||||||||||||||||
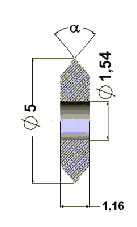 |
L'alésage est de 1.54 pour un axe de 1.5. L'angle d'affûtage varie entre 95° et 155°. | ||||||||||||||||||
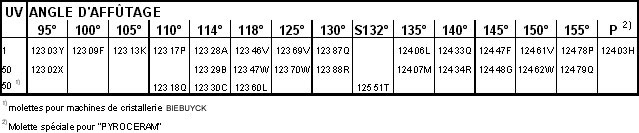
Molettes
sans monture : Le tableau suivant donne les codes-article des molettes vendues sans monture en fonction de leur angle d'affûtage et de l'unité de vente. Les molettes à l'unité sont conditionnées sur carte ; les molettes vendues par 50 sont en boîte. |
|||||||||||||||||||
|
Les molettes S132° est le résultat de nombreuses études menées avec des industriels sur des verres réputés " difficiles ". Sa caractéristique est d'empêcher la formation de spliures. |
|||||||||||||||||||
| Molettes
spéciales Molettes
|
Le
choix de la qualité: |
||||||||||||||||||
| Axes
de rechange pour montures : |
Huile
de coupe et réfrigérant : Code article : 136 00J (bidon de 5 L) |
||||||||||||||||||
|
|
Caractéristiques
:
|
||||||||||||||||||
|
|
 |
||||||||||||||||||

| MONTURES |
ANGLES |
UV |
CODE |
 |
118°
118°
125°
125°
130°
130°
135°
135°
140°
140°
145°
145°
150°
150° |
1
25
1
25
1
25
1
25
1
25
1
25
1
25 |
123
48X
123
49Y
123
71X
123
72Y
123
89S
123
90T
124
08N
124
09P
124
24F
124
25G
124
42Z
124
43A
124
63X
124
64Y |
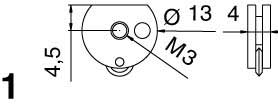
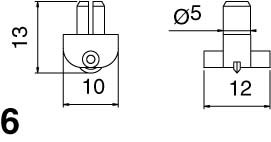
 Monture n°1 en acier traité avec molette ø 5 mm en carbure / Treated steel wheel holder n° 1 with 5 mm ø carbide wheel |
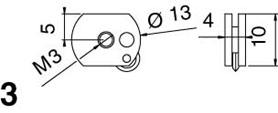  Monture n° 3 en acier traité avec molette ø 5 mm en carbure / Treated steel wheel holder n° 3 with 5 mm ø carbide wheel |
118°
118°
125°
125°
130°
130°
135°
135°
140°
140°
145°
145°
150°
150°
155°
155° |
1
25
1
25
1
25
1
25
1
25
1
25
1
25
1
25 |
123
50Z
123
51A
123
73Z
123
74A
123
91U
123
92V
124
10Q
124
11R
124
37U
124
38V
124
51K
124
52L
124
65Z
124
66A
124
82T
124
83U |
 |
118°
118°
125°
125°
130°
130°
135°
135°
140°
140°
145°
145°
150°
150° |
1
25
1
25
1
25
1
25
1
25
1
25
1
25 |
123
54D
123
55F
123
77D
123
78F
123
95Y
123
96Z
124
14U
124
15V
124
28K
124
29L
124
46D
124
49H
124
60U
124
69D |
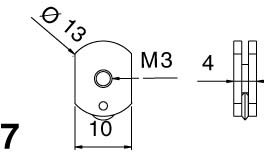
 Monture n° 7 en acier traité avec molette ø 5 mm en carbure / Treated steel wheel holder n° 7 with 5 mm ø carbide wheel |
  Monture n° 9 en acier traité avec molette ø 5 mm en carbure / Treated steel wheel holder n° 9 with 5 mm ø carbide wheel |
118°
125°
130°
135°
140°
145°
150°
|
1
1
1
1
1
1
1
|
123
56G
123
79G
123
97A
124
16W
124
30M
124
50J
124
70F
|
 |
118°
118°
125°
125°
130°
130°
135°
135°
140°
140°
145°
145°
150°
150°
155°
155° |
1
25
1
25
1
25
1
25
1
25
1
25
1
25
1
25 |
123
52B
123
53C
123
75B
123
76C
123
93W
123
94X
124
12S
124
13T
124
26H
124
27J
124
44B
124
45C
124
67B
124
68C
124
84V
124
85W |
 |
|||
| Monture
n° 5 en plastique technique, avec molette
ø 5 mm en carbure, clipsable pour changement
rapide sur tables de coupe. |
 |
95°
118° 118°
125°
125°
130°
130°
135°
135°
140°
140°
145°
145°
150°
150°
155°
155° |
25
1 25
1
25
1
25
1
25
1
25
1
25
1
25
1
25 |
123
66S
123 00V 123
11H
123
01W
123
12J
123
04Z
123
14L
123
05A
123
15M
123
06B
123
16N
123
07C
123
19R
123
08D
123
20S
123
10G
123
21T |
 |
|||
| Monture
n° 6 en plastique technique, avec
molette ø 5 mm en carbure, clipsable |
 |
118°
125°
130°
135°
140°
145°
150° |
1
1
1
1
1
1
1 |
123
58J
123
81J
124
00D
124
18Y
124
32P
124
54N
124
72H |
|
|

|
|
125°
130° 140°
145°
150°
155°
|
25
25 25
25
25
25
|
123
27Z
123 31D 123
23V
123
24W
123
25X
123
26Y
|

 |
118°
118°
125°
125°
130°
130°
135°
135°
140°
140°
145°
145°
150°
150°
155°
155° |
1
25
1
25
1
25
1
25
1
25
1
25
1
25
1
25 |
123
57H
123
59K
123
80H
123
82K
123
98B
124
01F
124
17X
124
19Z
124
31N
124
35S
124
53M
124
55P
124
71G
124
73J
124
86X
124
87Y |
 |
|||
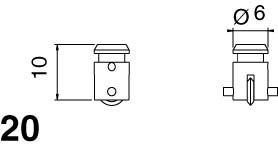
| Monture n° 20 en acier traité avec molette ø 5 mm en carbure / Treated steel wheel holder n° 20 with 5 mm ø carbide wheel | |||
 |
118°
125°
130°
135°
140°
145°
150°
155°
|
25
25
25
25
25
25
25
25
|
123
40P
123
41Q
123
42R
123
43S
123
44T
123
63P
123
64Q
123
65R
|
 |
|||
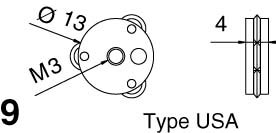
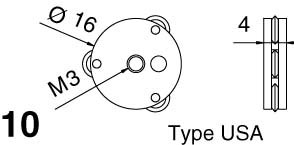
| Monture n° 20 US en acier traité avec molette ø 5 mm en carbure / Treated steel wheel holder n° 20 US with 5 mm ø carbide wheel | |||
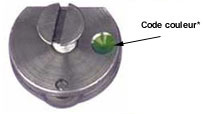
| *
Code couleur : Vert = 95°, 114°, 118° ;
Jaune = 125°, 130°; Blanc = 135°, 140°;
Noir = 145°; Rouge = 150°, 155° * Code Colour : Green = 95°, 114°, 118°; Yellow = 125°, 130°; White = 135°, 140°; Black = 145°; Red = 150°, 155° |
|||
![]()
ADLER SAS - Z.A. La Barogne - 9, Av des 22 Arpents - 77230 Moussy le Neuf - France
Tél.: 01.60.03.62.00 - Fax : 01.60.03.62.49
E-mail : admin1@adler-sa.com